Finally, consider the price of the towel. Quick-dry towels can range in price from quite affordable to quite expensive, depending on the brand, material, and other factors. While price should not be the only factor in your decision, it's worth considering whether the towel's features and benefits are worth the cost.
...
2025-08-14 05:48
1837
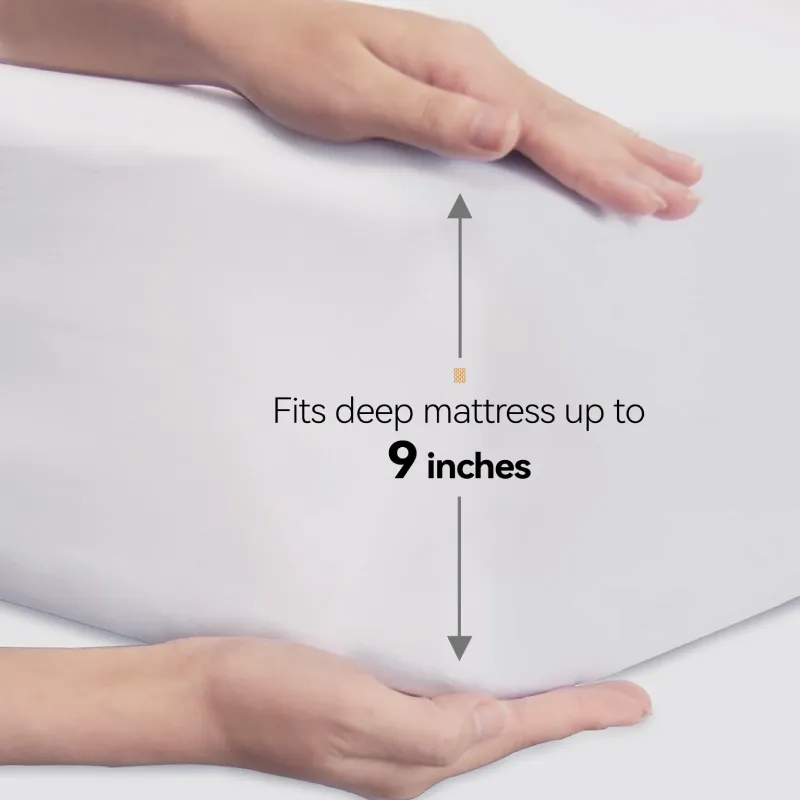
 Unlike standard sheets, they feature elastic all around, forming a 'round fitted sheet' that securely hugs the mattress, preventing any slipping or bunching Unlike standard sheets, they feature elastic all around, forming a 'round fitted sheet' that securely hugs the mattress, preventing any slipping or bunching
Unlike standard sheets, they feature elastic all around, forming a 'round fitted sheet' that securely hugs the mattress, preventing any slipping or bunching Unlike standard sheets, they feature elastic all around, forming a 'round fitted sheet' that securely hugs the mattress, preventing any slipping or bunching